

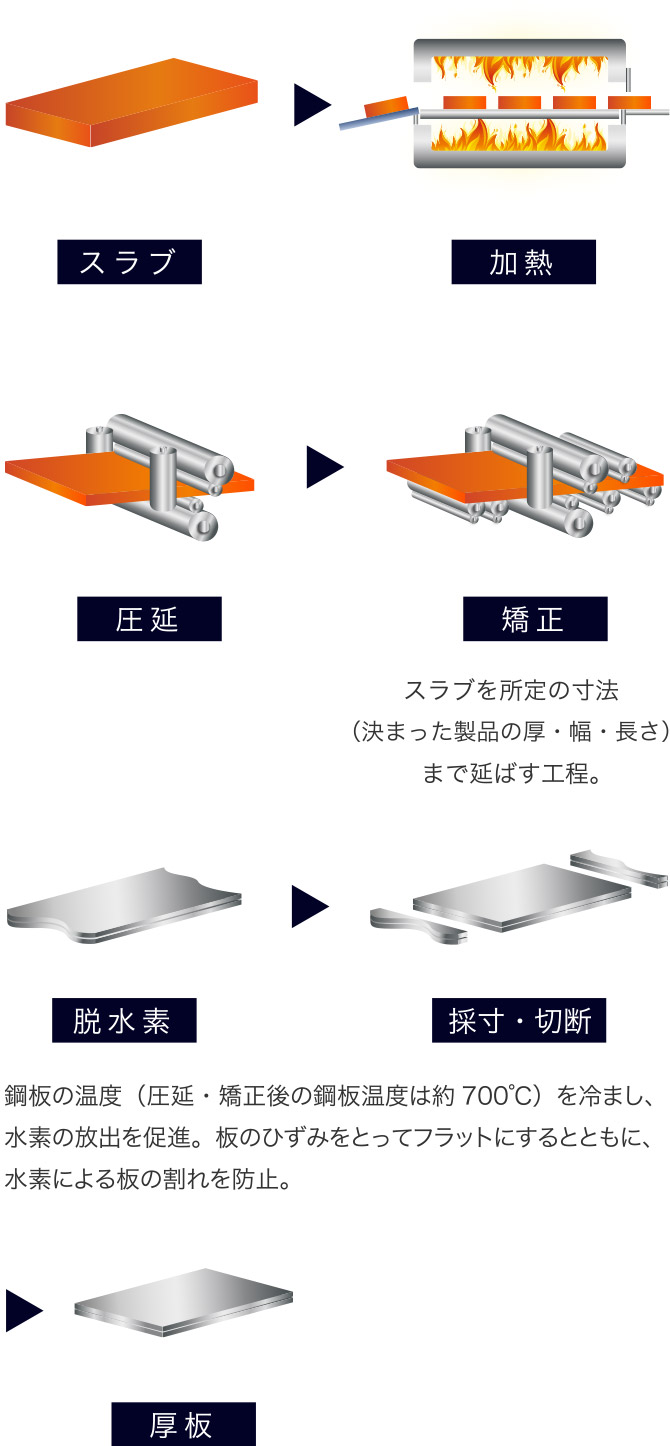
圧延工程
スラブ(鋼片)が厚板になるまで
製鋼工程で出来たスラブが所定の寸法に延ばされ厚板になるまでの工程と、その際に使用している設備について紹介しています!実際の様子が見られる動画と合わせてご覧下さい。
(約4分)

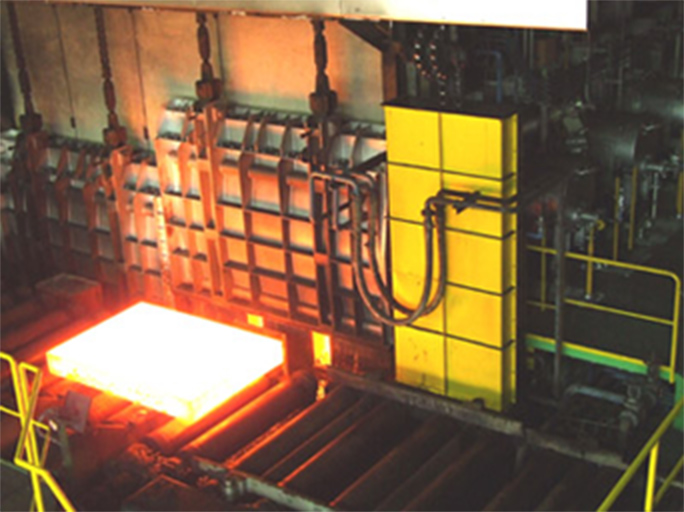
加熱(主要設備:加熱炉)
製鋼工程で製造されたスラブ(鋼片)は約800℃で加熱炉に装入され約1,100℃まで加熱されます。
この加熱炉ではリジェネレイティブバーナー※と呼ばれる省エネバーナーが採用されています。
※リジェネレイティブバーナーは、コンパクトな蓄熱体とバーナーを一体化したもので、2 基のバーナーが対になっており、数十秒毎に交互に切替えて、「燃焼」と「蓄熱」を繰り返すものです。
この蓄熱効果による熱交換効率向上で省エネルギー化をはかっています。
圧延(主要設備:四重圧延機)
加熱炉で1,100℃まで加熱されたスラブは圧延機で注文の厚さ、幅、長さの鋼板に延ばされます。
また、圧延する時の鋼板温度や圧延する力などを制御することで出来上がる鋼板の強度を調整しています。

熱間矯正(主要設備:鋼板冷却装置および熱間矯正機)
圧延された鋼板は、鋼板冷却装置によって冷却されながら、さらに熱間矯正機で平坦に仕上げられます。
